

STANDARD FEATURES

PRecitec cutting head - exclusive
The Precitec Head created exclusively for the Fiber PRIME S, is built from the ground up for high power applications, thanks to features like Integrated Gas mixing and Focus compensation.
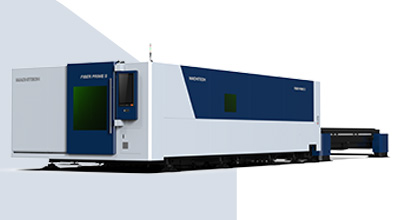
shuttle tables - Built to Last
Our long life shuttle tables are designed for continuous operation in industrial laser cutting applications. The hydraulic system offers smoother, more powerful lifting and exchange capabilities, ensuring stability and reliability even under heavy loads.
.webp?width=300&name=1706082894_OImrl6GAH8%20(1).webp)

Bevel Cutting Head
The Machitech Bevel Head enables the creation of complex bevel cuts, including V, X, Y, K, and custom angles, in a single operation. It is ideal for industries requiring intricate edge preparation or for replacing current plasma tables with 5-axis capabilities.
Innovative Modular frame design
The modular frame addresses two important concerns while cutting high power: high-speed precision and reliable heavy-duty performance. Isolating the bed from the motion platform results in high dynamic motion and high load-bearing.

.webp?width=300&name=machitech-controller%20(1).webp)
Smart Control - intelligent & Intuitive
Large touchscreen controller provides easy operation. Features include tested parameters for all cutting processes including bevel, remote monitoring, and intelligent path nesting.
Lantek Expert Cut Nesting Software
Our machines are designed to maximize the capabilities of Lantek Expert Cut, combining advanced nesting and optimized cutting paths with the machine's high-speed precision. Lantek’s automation and parameter management enhance efficiency, while the PRIME S ensures smooth, accurate cuts.
.png?width=300&name=SHEETM~170%20(1).png)
ON-SITE BY SPECIALISTS
INSTALLATION AND TRAINING
FOR THE LIFE OF THE MACHINE
UNLIMITED REMOTE SUPPORT
AVAILABLE WHEN YOU NEED
LARGEST SUPPORT NETWORK

INCLUDED WITH THIS MACHINE
INCLUDED WITH THIS MACHINE
ON-SITE BY SPECIALISTS
INSTALLATION AND TRAINING
PHONE AND EMAIL
UNLIMITED REMOTE SUPPORT
TEAM OF 50+ TECHNICIANS
LARGEST SUPPORT NETWORK